Explore our top-tier engineering steel, structural sections, and high-performance coil configurations manufactured to precise standards.

Exploring Metallurgy, Tensile Dynamics, and Structural Reliability for Mission-Critical Engineering Applications
In structural and mechanical applications, the performance of a wire rope is fundamentally dependent on the quality of its individual steel wires. High carbon steel wire engineered for high-stress applications typically maintains a carbon concentration between 0.60% and 0.95%. This specific carbon range allows for the creation of a fine pearlitic structure, which is obtained through a process called "patenting." This controlled heat treatment prevents the formation of brittle martensite, resulting in a steel wire that exhibits high tensile strength along with the ductility required for cold drawing and dynamic operations.
Our state-of-the-art lead-free patenting lines utilize computerized salt baths and inline cooling rates to achieve fine pearlite spacing (interlamellar spacing below 100 nm). This structural refinement ensures high resistance to localized stress concentration, resulting in stable mechanical properties even under high loads. By optimizing the addition of micro-alloying elements like Manganese (Mn, 0.50% to 0.90%), Silicon (Si, 0.15% to 0.35%), and Chromium (Cr, up to 0.30%), we minimize cementite fragmentation during drawing. This metallurgical stability prevents premature core failures in heavy lifting ropes, elevator hoist systems, and cableways.
Tailoring technical characteristics to diverse global environments and heavy industrial operations.
Offshore oil platforms and deep-sea mooring systems operate in highly corrosive marine environments. We apply high-thickness galvanized and Galfan alloy coatings to our high-carbon wires to provide protection against chloride-induced crevice corrosion.
Modern skyscrapers rely on elevator traction ropes that demand high fatigue resistance and minimal elongation. Our wire undergoes continuous inline calibration to guarantee uniform diameter tolerances, ensuring a smooth ride and extended rope service life.
For heavy-duty vertical shafts in Australia, Canada, and South Africa, our high carbon wire delivers high load capacity. Our manufacturing processes focus on high structural uniformity to prevent micro-delamination under extreme cyclical tension.
Operating conditions vary significantly across different regions of the world. In Nordic regions, sub-zero temperatures present a risk of low-temperature brittleness. To address this, we optimize the chemical composition of our wire steel, ensuring high impact toughness and cold-bend performance at temperatures as low as -40°C.
In contrast, industrial regions in Southeast Asia and the Middle East subject machinery to high humidity and high temperatures. For these areas, we supply heavy zinc-coated wire (exceeding 250 g/m²) and zinc-aluminum coatings, helping to prevent structural degradation caused by atmospheric oxidation and moisture.
| Region / Market | Standard Refer. | Diameter Range | Coating Weight Class |
|---|---|---|---|
| United States / Americas | ASTM A1007 / A641 | 0.8mm - 5.5mm | Class A, B, C |
| European Union | EN 10264 / EN 10244 | 1.2mm - 6.0mm | Class A & AB (Galfan optional) |
| Asia-Pacific (JIS) | JIS G3502 / G3506 | 0.6mm - 7.0mm | Hot-Dip / Electro-Galvanized |
Combining nearly two decades of production heritage with strategic global logistics.

Hansheng Technology (Hebei) Co., Ltd. is strategically situated in Tangshan City, Hebei Province—the heart of China’s steel industry. With a prime location just 150 kilometers from the Tianjin seaport and 150 kilometers from the capital, Beijing, we benefit from an exceptional logistics network that ensures efficient global shipping. Since our inception in 2006, we have evolved into a comprehensive, export-oriented enterprise specializing in the manufacturing of premium-quality steel products.
We operate 8 high-efficiency production lines with a total annual production capacity of 300,000 metric tons. Our extensive product portfolio includes Galvanized Steel Wire, Hot/Cold Rolled Steel Coils and Sheets, GI/PPGI, GL/PPGL, and various Section Steels, all meticulously manufactured to adhere to rigorous international standards such as GB, JIS, ASTM, DIN, EN, and AS/NZS.
Driven by a commitment to supply chain excellence, competitive pricing, and professional service, our products have earned unanimous recognition across markets in the Middle East, Southeast Asia, North Asia, Africa, the Americas, and Europe. We operate under the firm philosophy of "honoring contracts and keeping promises." We view our clients not just as customers, but as valued friends, and we pride ourselves on our impeccable track record of contract fulfillment.
Established in 2006, we have nearly two decades of deep industry experience, providing us with the stability and expertise to navigate complex global markets.
With 8 state-of-the-art production lines, we maintain a robust annual output of 300,000 metric tons (up to 650,000 tons in coordination with cooperative mill facilities), ensuring volume demands are met on time.
Located just 150 kilometers from both the major logistics hub of Tianjin seaport and the capital city of Beijing, granting us speed and efficiency in international distribution.
We strictly follow international standards—including GB, JIS, ASTM, DIN, EN, and AS/NZS—guaranteeing that every product we deliver meets high levels of precision.
Trust, Confidence, and Reliability. We hold a passion for excellence and maintain integrity in everything we do. We empower our team to deliver while remaining adaptable to changing market and consumer needs.
Focusing on prime building materials and high-quality structural steel components to help build reliable, long-lasting infrastructure for global communities.
To continue our development as a leading and reliable manufacturer and supplier in the building materials and industrial steel wire drawing sector.
Since 2006, we have built a reputation of trust and reliability with our international clientele, and we are committed to maintaining these high standards.
Our head office is located in Tangshan, Hebei Province. We maintain a network of branches across key industrial centers in China to optimize supply chain coordination.
Our core export team comprises 35+ professionals who help us navigate the global trading environment and deliver responsive customer support.
Understanding the geopolitical, raw material, and logistical advantages of Hebei Province.
Our facility is located in Tangshan, Hebei, a region with a high concentration of global steel production. This proximity provides us with direct access to local iron ore processing plants, blast furnaces, and specialized steel billet casting facilities. Because we do not rely on long-distance domestic transport for our raw materials, our production is less vulnerable to domestic supply chain disruptions.
This geographical advantage allows us to maintain a consistent supply of premium high carbon wire rods. We source our raw materials from certified domestic mills to ensure strict control over metallurgical chemistry, including low sulfur and phosphorus levels, which are critical for high-tensile wire rope production.
Furthermore, our proximity to Tianjin Port (150 km) translates directly into logistical efficiency. We can transport finished wire coils from our production floor to the port terminal in less than three hours. This enables us to offer shorter shipping windows, reduce storage costs, and limit exposure to weather-related transport delays.
A visual directory of our primary manufacturing outputs and core product forms.

Galvanized Steel Wire

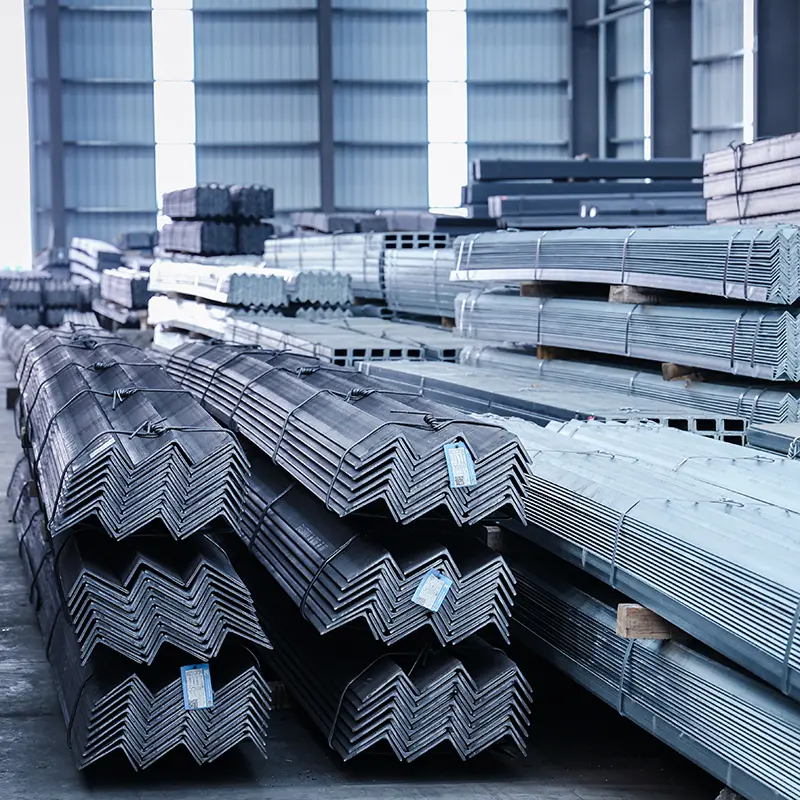
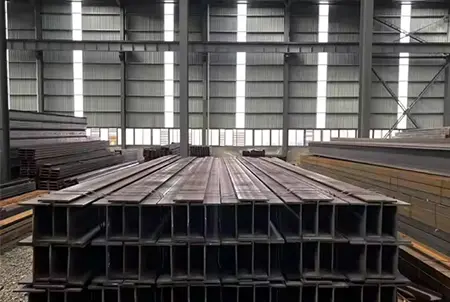
Flat bar

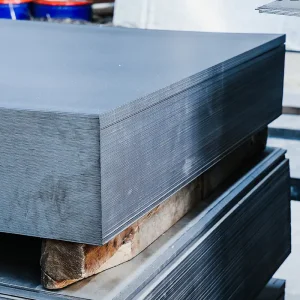
steel plank

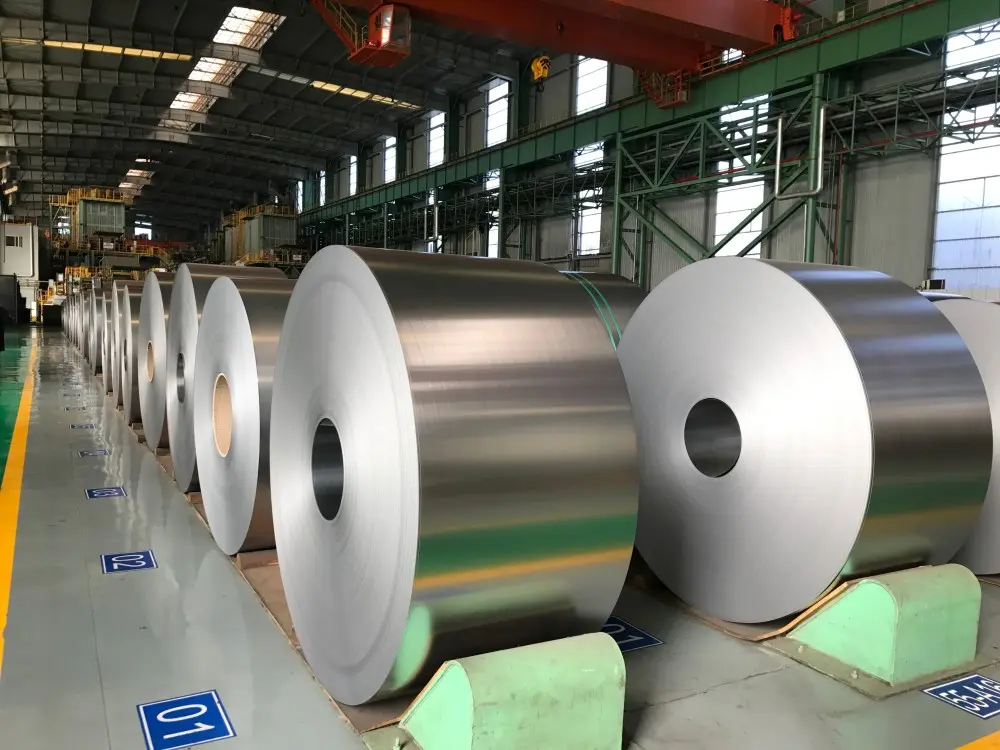
Gi coil/sheet
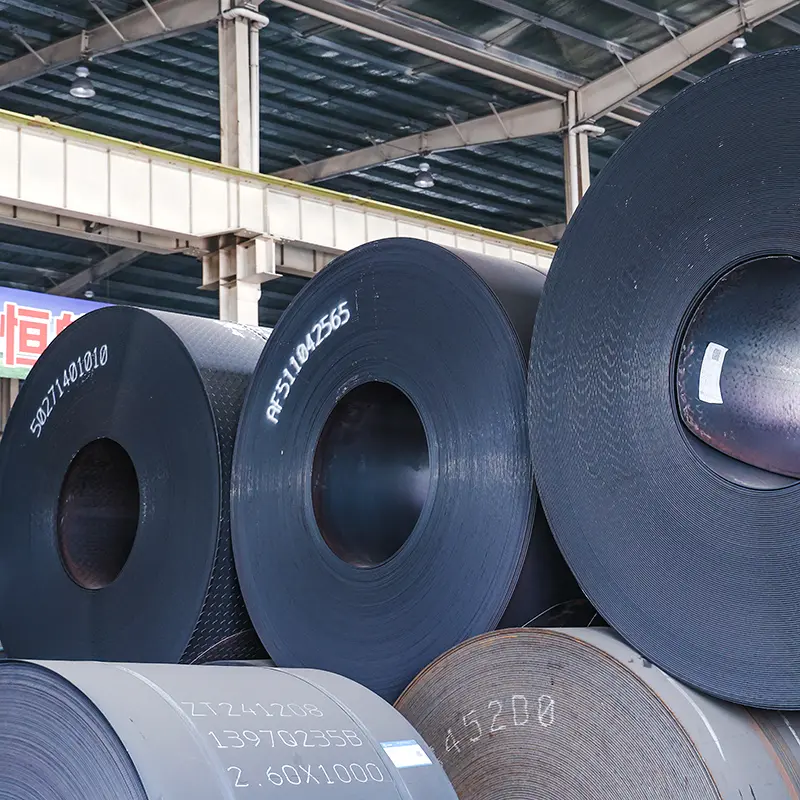
HR coil/sheet/plate

Ppgi/ppgl
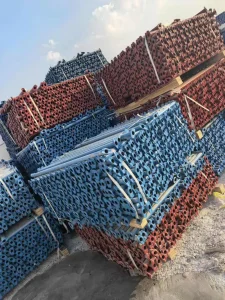
Tube/wipe

ZAM (Zinc-Aluminum-Magnesium)
Leading development in high-strength carbon wire coatings and metallurgical processing.
Industrial applications like deep-shaft mining and long-span suspension bridges demand high-tensile wire rope solutions. To meet these needs, we are expanding our production of ultra-high tensile carbon wire (2200MPa and above). This is achieved by combining micro-alloying techniques—using small additions of Vanadium (V) and Niobium (Nb)—with multi-stage drawing operations. These elements refine grain size and stabilize the microstructure against stress relaxation.
By controlling the cold-drawing process, we minimize residual shear strain within the wire matrix. This reduces the risk of longitudinal cracking during winding and installation, ensuring that ropes maintain their mechanical integrity over years of service.
As environmental regulations tighten globally, standard acid-cleaning and hot-dip galvanizing lines are being upgraded to greener alternatives. We are focusing on expanding our Zinc-Aluminum-Magnesium (ZAM) coating options. ZAM coatings provide enhanced corrosion protection compared to standard zinc coatings, allowing for a reduction in coating thickness while maintaining or extending service life.
Showcasing our global shipping footprint and major structural project partnerships.



H beam to Dubai

Steel plate to Saudi Arabia

Jis channel to South Korea

Gi wire to Florida
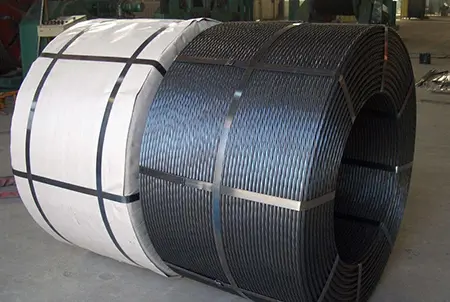
Pc strand to Philippines

Sheet Pile to Indonesia

PPgi to Chile

Ipeaa to Kuwait







Partnering with leading domestic manufacturers to ensure capacity and consistent material standards.












Minimizing import risk and providing engineering clarity for procurement departments.
To maintain international standards, our factories operate under quality management systems certified to ISO 9001 and ISO 14001. We provide Mill Test Certifications (MTC) with every shipment, detailing the chemical composition (C, Mn, Si, P, S) and mechanical test results (tensile strength, knot test, torsion, and reverse bending cycles).
We also facilitate third-party inspections (such as SGS, Lloyd’s Register, or Bureau Veritas) to verify tolerances and mechanical performance before loading. This helps minimize risk for buyers, confirming that materials comply with regional standards (like ASTM A1007 in the US or EN 10264 in Europe) prior to shipment.
Our logistics team handles export documentation, including Certificate of Origin, packing lists, and bill of lading configurations tailored to your local import rules. Whether shipping to Rotterdam, Houston, Busan, or Melbourne, we coordinate with reliable shipping lines to manage freight transit times and port clearance, helping to prevent unexpected delays at destination ports.
Answering essential technical, logistics, and quality questions for purchasing directors and engineers.
Access our complete inventory of specialty wire rods, flat products, and coated structural coils.