Explore our highly diversified product portfolio manufactured under ISO 9001:2015 control, engineered to meet custom structural requirements globally.







Cold Heading Quality (CHQ) wire rods represent the pinnacle of wire manufacturing, designed specifically to withstand severe plastic deformation during high-speed header machines. The manufacturing process of CHQ wire rod requires strict metallurgical controls to prevent cracks, internal flaws, and surface imperfections that could trigger structural failure in finished fasteners, bolts, rivets, and automotive components.
Unlike general-purpose steel wire rods, CHQ wire rods demand advanced deoxidation practices, electromagnetic stirring during continuous casting, and tight control over decarburization depths. These steps ensure that the steel exhibits superior ductility, consistent tensile strength, and a homogeneous microstructure ready for spheroidized annealing.

High-performance CHQ wire rods must maintain a decarburization depth of less than 1.0% of the wire diameter, and surface defects must not exceed 0.05 mm. Standard parameters such as grain size alignment (ASTM 7 or finer) and tight non-metallic inclusion ratings (Alumina and Silicate inclusions to ISO 4967 Type A/B/C/D < 1.0) are fundamental indicators of mill capability.
Proven manufacturing data backed by almost two decades of global trade integration and domestic production prowess.
Strict structural adherence to international standards including ASTM, JIS, DIN, EN, GB, and AS/NZS, backed by ISO 9001 & ISO 14001 certification.
Situated in Tangshan, China’s primary steel production hub, just 150 km from both Tianjin Port and Beijing Capital, optimizing bulk cargo logistics.
Integrated electromagnetic eddy current testing (ECT) and ultrasonic testing (UT) lines ensure micro-crack detection during draw reduction.
Comparative chemical analysis and standard mechanical values across prominent Cold Heading steel grades.
| Steel Grade Category | Common Equivalent Grades | Carbon Content (%) | Silicon (Si) / Manganese (Mn) | Key Mechanical Applications |
|---|---|---|---|---|
| Low Carbon CHQ Steel | SAE 1008, 1010, 1018, SWRCH8A | 0.06 - 0.20% | Si ≤ 0.10%, Mn 0.30 - 0.60% | Standard rivets, self-tapping screws, low-stress welding pins. |
| Medium Carbon CHQ Steel | SAE 1035, 1045, SWRCH35K, SWRCH45K | 0.32 - 0.48% | Si 0.15 - 0.35%, Mn 0.60 - 0.90% | High-strength structural bolts (Class 8.8), custom automotive components. |
| Alloy / Boron CHQ Steel | SAE 10B21, 10B33, 4140, SCR440 | 0.18 - 0.45% | Boron (B) ≥ 0.0008%, Cr/Mo optional | Grade 10.9 & 12.9 high-tension fasteners, engine cylinder head bolts. |
| Stainless CHQ Steel | SUS 304, SUS 316, SUS 410 | ≤ 0.08% | High Cr (18-20%), Ni (8-10.5%) | Corrosion-resistant marine components, petrochemical industry fasteners. |
An authoritative analysis of user search intent, material procurement risks, and geopolitical supply chain resilience.
The automotive and heavy machinery industries are undergoing structural transformations. To satisfy fuel efficiency targets and high-voltage battery casing security in Electric Vehicles (EVs), fasteners must possess greater load-bearing capacity without increasing component weight. This transition drives the demand for grade 10.9 and 12.9 fasteners, which rely heavily on high-purity alloyed and Boron-treated CHQ wire rods (such as SAE 10B21 and 10B33). Sourcing specialists search for manufacturers capable of maintaining trace elements at microscopic ppm levels to prevent hydrogen embrittlement.
As geopolitical shifts re-stabilize, major buyers seek out robust supply chains that balance scale, flexibility, and cost. Located in the industrial heart of Tangshan, Chinese Factory 4.0 paradigms are altering global supply profiles. Automated control systems track temperature variations during cooling phases on Stelmor lines. This exact control yields an optimized pearlite-ferrite microstructure, reducing downstream annealing energy costs by up to 15%. This structural advantage translates to highly competitive wholesale pricing without compromising physical parameters.
A key bottleneck for fastener production factories is the tool wear rate on cold heading presses. High-grade CHQ wire rods are supplied with spheroidization rates exceeding 90%. Under pressure, the cementite in the steel distributes evenly as spherical particles rather than lamellar sheets. This maximizes structural ductility, allowing tools to process up to 30% more cycles before replacement.
How engineering industries across regions utilize specific grade classifications of CHQ rods.
Required Grades: SAE 10B21, SAE 5140, 1022
Applied directly in tier-1 assembly complexes for engine block bolts, ball joints, suspension shafts, and safety harness anchors requiring strict impact testing at low temperatures.
Required Grades: 42CrMo4, 34CrNiMo6, EN 10263
Used for heavy-duty structural couplings, wind turbine blade anchor rods, and high-vibration power-transmission assemblies demanding exceptional fatigue crack resistance.
Required Grades: SWRCH22A, Stainless SUS 316, Hot-Dip Galvanized
Optimized for structural concrete framing anchors, heavy framing scaffolding joints, and corrosion-resistant fasteners deployed in high-saline coastal infrastructure developments.
Actual footage showing our manufacturing floor operations, continuous heat treatment facilities, and quality audit processes.



















A legacy of contract fulfillment. Our materials are exported daily to key infrastructure and industrial distributors worldwide.







Metallurgical answers resolving primary user search intents and purchasing doubts.
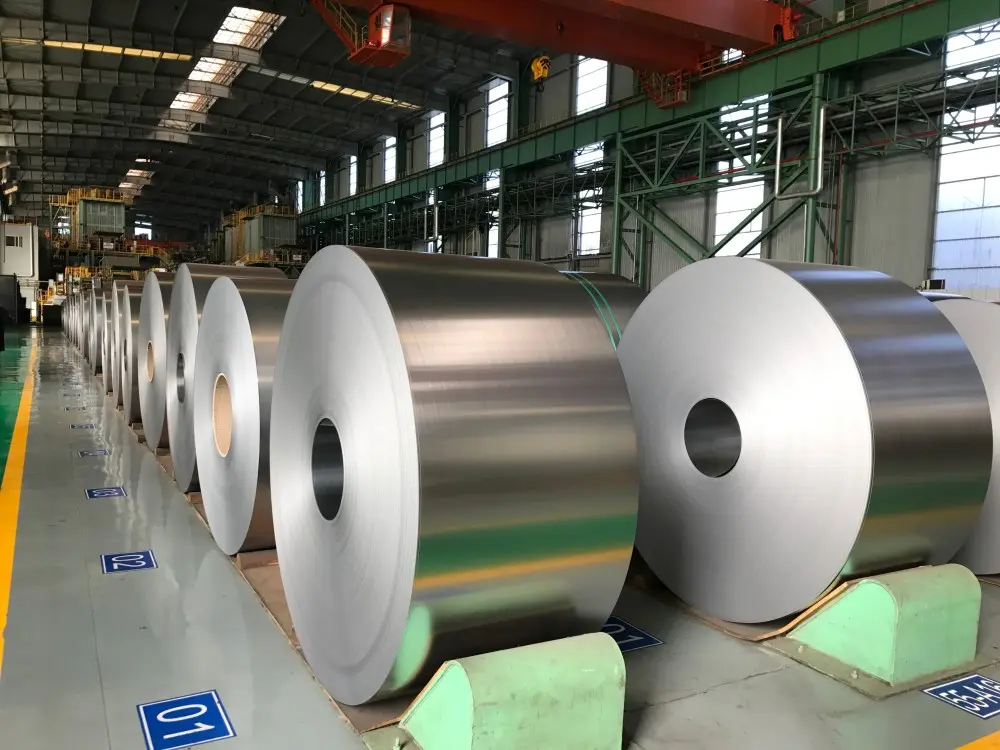
We maintain a comprehensive line of custom steel wire, industrial sections, structural scaffolding, and specialized coils.