Explore our foundational structural and precision-engineered steel product configurations, fully compliant with global building and industrial standards.
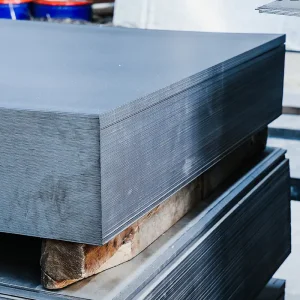
In the contemporary landscape of high-precision manufacturing and industrial sustainability, the demand for custom low carbon cold-rolled coils (CR Coils) has reached unprecedented levels. Cold rolling is a metallurgical process where hot-rolled steel strip, after pickling to remove oxides, is plastically deformed in a cold-reduction mill at room temperature. This processing mechanism reduces thickness while enhancing dimensional tolerance, surface texture, and mechanical performance. Crucially, by constraining the carbon equivalent (CEQ) value and leveraging advanced alloying methodologies, manufacturers produce steels that possess superior formability, exceptional drawability (specifically in Deep Drawing Quality [DDQ] and Extra Deep Drawing Quality [EDDQ] grades), and highly predictable welding characteristics.
"The transition to low carbon metallurgy combined with precision cold rolling is not merely a product upgrade; it is the cornerstone of decarbonized manufacturing and scope 3 emissions reductions globally."
For procurement officers, product designers, and industrial engineers, sourcing custom low carbon cold-rolled steel coils requires deep alignment with a supplier's metallurgical consistency, production line tolerances, and logistics capability. Hansheng Technology (Hebei) Co., Ltd., based in Tangshan, the premier steel cluster of China, operates at this intersection of technological refinement and large-scale manufacturing capability.
Low carbon cold-rolled sheets typically maintain a carbon content of less than 0.12%, and often below 0.05% for ultra-deep-drawing applications. Minimizing interstitial elements like carbon and nitrogen allows the steel to resist aging while maintaining exceptional ductility. Below is a structural matrix showcasing the standard chemical compositions and mechanical characteristics for standard grades of cold-rolled coils.
| Standard Designation | Equivalent Grade | Carbon Content (C) % max | Manganese (Mn) % max | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (A80) % min |
|---|---|---|---|---|---|---|
| JIS G3141 SPCC | EN 10130 DC01 | 0.15 | 0.60 | 130 - 240 | 270 min | 28 |
| JIS G3141 SPCD | EN 10130 DC03 | 0.10 | 0.45 | 130 - 220 | 270 - 370 | 32 |
| JIS G3141 SPCE | EN 10130 DC04 | 0.08 | 0.40 | 130 - 210 | 270 - 350 | 36 |
| JIS G3141 SPCF | EN 10130 DC05 | 0.02 | 0.25 | 110 - 180 | 260 - 350 | 40 |
Understanding the macro shifts driving low-carbon flat steel consumption across international borders.
With the European Union's Carbon Border Adjustment Mechanism (CBAM) entering definitive phases, global metal sourcing strategies must prioritize lower carbon footprints. Coils processed with optimized energy profiles minimize potential import tax penalties, maintaining competitive pricing in strict jurisdictions.
Geopolitical challenges and fluctuating energy tariffs require highly stable manufacturing partners. Hansheng Technology's strategic location in Bohai Bay permits rapid, massive distribution of raw steel, securing consistent inventory buffers for Western and Asian assembly plants.
Next-generation electric vehicle (EV) architectures rely heavily on high-formability, low-yield-point CR coils for interior reinforcement structures and battery enclosures. Precise control of surface micro-roughness is mandatory for proper paint and coating adhesion.
The path from a crude hot-rolled slab to a finished, ultra-precise cold-rolled steel coil requires meticulously calibrated mechanical and thermodynamic steps. By controlling each phase, Hansheng Technology ensures that the material responds predictably during downstream processing like stamping, bending, and hydroforming.
The input hot-rolled coil possesses a thick layer of iron oxide scale (wüstite, magnetite, and hematite). The coil is passed through a continuous pickling line using heated hydrochloric acid baths. This eliminates the oxide shell without damaging the underlying substrate. A protective layer of synthetic oil is applied to prevent atmospheric oxidation before reduction.
The pickled strip enters the cold reduction mill. By applying immense mechanical pressure (compressive stress) and tensile forces between work rolls, the steel is deformed to its targeted thin gauge (typically 0.2mm to 3.0mm). In our advanced Tangshan mills, continuous automated thickness control (AGC) systems measure output profiles in real-time, executing micro-adjustments to the roll gap to meet strict dimensional tolerances (compliant with JIS G3141 or ASTM A1008/A1008M standards).
Cold deformation drastically increases the hardness and yield strength of the steel while reducing its ductility—a phenomenon known as work hardening. To restore formability, the coils undergo recrystallization annealing. This is conducted either in a Batch Annealing Furnace (BAF) under a protective hydrogen-nitrogen atmosphere or in a Continuous Annealing Line (CAL). Heating the steel to temperatures between 650°C and 720°C allows new, stress-free grains to nucleate and grow, optimizing the material's microstructural grain distribution.
Following annealing, the coils undergo skin-pass rolling, which is a light cold reduction (typically 0.5% to 1.5%). This final step serves three major quality objectives:
How industries leverage custom cold-rolled steel coils to solve structural, aesthetic, and mechanical challenges.
Providing the flat, defect-free outer casings and structure for refrigerators, washing machines, and range hoods. Requires maximum surface uniformity for high-gloss powder coating.
Utilized in non-structural body panels, seat frames, and bracket components. Deep drawing capabilities ensure components do not crack during complex die pressing.
Forms the base material for high-frequency induction-welded precision tubes, exhaust channels, structural conduits, and hydraulic casing assemblies.
Serves as the high-accuracy feed material for cold-formed steel sections, C-channels, drywall framing profiles, and cable tray configurations.
We work closely with the world's leading metallurgy companies to secure the finest steel grades and maintain consistent feedstock quality.












Our solutions have been implemented in major international infrastructure and industrial manufacturing projects worldwide.

Supplied high-precision cold-rolled and galvanized steel components for structural roof framing and interior finishing panels.

Delivered specialized structural carbon sections and heavy reinforcing panels to withstand high vibratory and mechanical stress loads.

Delivered custom weather-resistant steel profiles and light-gauge steel framing panels designed for extreme thermal cycles.
Hansheng Technology’s global footprint is characterized by reliable logistics and quality delivery. Notable logistics accomplishments include: H-beams shipped to Dubai, Heavy steel plates dispatched to Saudi Arabia, JIS standard channels delivered to South Korea, Galvanized wires transported to Florida, USA, PC strands shipped to the Philippines, Heavy sheet piles delivered to Indonesia, and PPGI coils shipped to Chile and Spain.
Key insights on specifications, customization capabilities, and logistics regarding low carbon cold-rolled coils.
Hot-rolled coils are processed at high temperatures (above the recrystallization temperature), which can leave a rough scale and slight dimensional variance. Cold-rolled steel is further processed at room temperature through reduction mills. This secondary stage provides much tighter dimensional tolerances, improved surface quality, higher tensile strength, and enhanced formability, making it ideal for precision stamping and visible product surfaces.
These are JIS G3141 grade designations. SPCC represents standard commercial-quality cold-rolled steel, suitable for simple bending and shaping. SPCD is drawing-quality steel, featuring lower carbon and better elongation for moderate drawing. SPCE is deep-drawing quality steel, engineered with very low carbon content and exceptional ductility for highly complex stamping applications without tearing.
We provide multiple surface textures, including Matte (or dull) finish, which holds lubricants well during drawing and facilitates paint adhesion; Bright finish, which is highly reflective and suited for plating; and Semi-bright finish. The roughness (Ra) parameter can be adjusted during the skin-pass rolling phase to match customer requirements.
Every cold-rolled coil is coated with an electrostatic anti-rust oil layer. The coils are then wrapped in water-resistant VCI (Volatile Corrosion Inhibitor) paper, secured with heavy-duty metal bands, and loaded onto specialized wooden or steel skids. This multi-layered packaging prevents humidity and salt spray exposure during maritime transport to international ports.
Our production facilities operate in full compliance with global standards, including JIS G3141 (SPCC/SPCD/SPCE), ASTM A1008/A1008M, EN 10130 (DC01 to DC06), GB/T 5213, and AS/NZS standards. Every batch is certified with full Mill Test Certificates (MTC) detailing chemical composition and mechanical properties.
Explore our secondary and specialized steel products for advanced roofing, structural framing, and construction projects.